Recommendations for Welding Aluminum Castings
In-process weld reworked parts can meet the requirements of aerospace, military and commercial structural specifications when reworked with proper capability. But since it is expensive, foundries should try to minimize welding on castings to the extent possible.
In most aluminum foundries, there is an area in the corner of the building that no one wants to talk about: the welding area. Sometimes this is used for legitimate activities, like welding a plug into a core support hole, but it is often used to repair defects in castings so they meet dimensional or other quality specifications.
Neither customers nor foundry management are completely comfortable with this since the mantra is to make it right the first time. Nonetheless, complicated designs, low volume requirements or cost pressures sometimes make it necessary to use weld rework to salvage castings.
Castings are susceptible to having small surface imperfections such as inclusion pits, gas microporosity, cold laps, mis-run edges, or dents from handling damage that are cosmetically unappealing or non-compliant. In-process weld rework of castings is a routine casting finishing activity that is used to mend such casting surface imperfections across almost all alloy families and mold cavity-making processes.
A casting that has been welded, blended and heat treated and has passed all drawing specified inspections will be dimensionally, physically, chemically, metallurgically, and structurally compliant to drawing requirements. Therefore, specifications to limit or document in-process weld rework of surface imperfections are rarely noted in commercial castings. Even among military and aerospace castings, in-process weld rework for surface imperfections is not always limited by specifications. In all cases, minor surface imperfections can be ground away up to 1.5mm depth and blended.
One of the earliest papers on the subject by Anderson and Boyd was published in the 1924 edition of the Transactions of the American Foundrymen’s Association. They report, “With simple castings, the loss due to wasters may be quite low, say 4-7 percent, but in complicated castings, like crankcase upper halves for 8-cylinder motor cars, it may be as much as 20-25 percent on the average. Of these losses, some 50 percent is reclaimed by soldering and welding.” They go on to say, “It is quite obvious that a welded joint will not possess the strength of the original casting.”
Fortunately, the scrap and salvage rate are not as high as they were in 1924 and certainly the comment about the strength of the welded joint is no longer true, although believed by many.
Specifications
AMS 2175
In-process weld rework is also performed on surface and near-surface discontinuities. These discontinuities are typically harmful to the structural performance of a casting. They are hot tears (pre-existing cracks from the nature of the alloy, mold cavity geometry, and/or the mold cavity material), cracks from heat treating, and near-surface voids revealed by radiography or ultrasound. For commercial castings, the extent of discontinuities is typically classified by radiographic standards.
For military and aerospace castings, severity of cast component service is classified (Classes 1 through 4) and surface and/or internal integrity is specified by AMS 2175, Grades A through D. Classes require different levels of nondestructive testing, and Grades directly affect allowable stress for cyclic life. AMS 2175 covers almost all casting processes and the full range of casting alloys, so it is also adopted as a commercial standard for safety-critical castings.
Importantly, AMS 2175 is silent regarding in-process weld rework, only specifying the extent of imperfection in Grades A through D as “graded” in visual, radiographic, magnetic particle, or die penetrant inspection. This is inspection after all as-cast processes are complete, including final heat treatment.
Logically, castings that are classified 1 or 2 should have carefully defined specifications for in-process weld rework. Such specifications and/or drawing notes define the weld processes, weld filler alloys, pre-weld surface preparations, welder qualifications, post-weld surface blending, and pre-weld and/or post-weld heat treatment. The manufacturing capability of these specifications to sustain class and grade’s strain life properties has been established by data developed by OEMs, defense primes, and metalcasters. Some data has been published but much is considered proprietary and not generally available.
AMS-A-21180
The most limiting specifications, typically AMS-A-21180 and its ASTM counterparts, may call out “no-weld zones” or “in-process weld rework only upon written permission of the purchaser.” Maps may be required showing location, size, and depth of welds. No structural component of any kind and, therefore, no structural casting, is critically stressed all over. This scenario, best represented by specification AMS-A-21180, should be applied only to casting surfaces that really are critically stressed.
Other specifications give direction on repair welding of aluminum castings that are sometimes used. AMS 2694 defines requirements for in-process corrections of discontinuities by manual welding. Several specifications deal specifically with welding of aerospace structures such as AWS 17.1 and FAA Advisory Circular No. 33-6 on weld repair of aluminum crankcases and cylinders.
Process for Weld Rework
Welding is another molten metal process. The correct manufacturing steps can be defined, and the details will depend on the specific defect. T.J. Bosworth of Boeing wrote an excellent paper on weld rework of aluminum castings, defining key steps to achieve high quality welds.
Those steps can be summarized as follows:
- Prepare the weld area. Remove the defect and remove the oxide layer with a brush or solvent.
- Preheat before welding. Preheat generally improves welding results. The usual range is 212–572F (100–300C). Generally, aluminum alloys containing copper are welded at the higher end of that temperature. Castings will usually be welded in the as-cast condition but sometimes defects will not be uncovered until after heat treatment, so they are welded in the T6 or T7 condition. In 200 series alloys or for castings that require extensive repairs, it is recommended that T6 or T7 tempered castings be annealed before welding to avoid cracking.
- Use weld rod that matches the chemistry of the casting or an approved substitute. Chemistry control in welding is as important as it is in melting for casting. Use of a general-purpose rod across all alloy systems will result in reduction of mechanical properties and color mismatches even though welding may be “easier.”
- After welding, the weld needs to be dressed back to part contour. A common complaint of customers about welded castings is the weld has not been cleaned or there is a color difference. If a weld repair is noticeable with casual viewing, the repair has not been done correctly.
- Heat treat after welding. Even though a good weld will have little porosity and a fine structure, mechanical properties will not be met if the repaired casting is not heat treated to the specification. Heat treatment will also eliminate the residual stress that may have been caused by the welding process.
Property Studies on Repaired Castings
In an early study of the efficiency of repair welding of aluminum casting, it was reported that cast A357-T6 and A201-T7 material which had been welded to a depth of 50% of the wall thickness were re-heat treated and tested for notched fatigue, fracture toughness and tensile properties. In comparison with the properties of the parent material, the tensile properties of the welded material of both A357-T6 and A201-T7 were very similar, and the notched fatigue and fracture toughness of the welded A201-T7 were better than the parent material. The fatigue properties from welded A357-T6 material showed a slight degradation in comparison with those of the parent material after 500,000 cycles, and the fracture toughness properties of welded A357-T6 were similar to the toughness of the parent material.
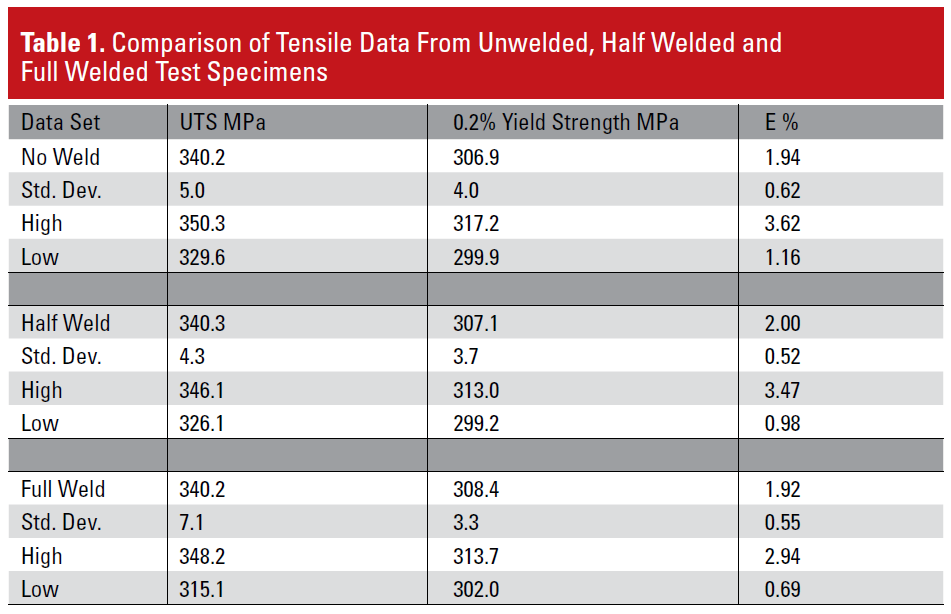
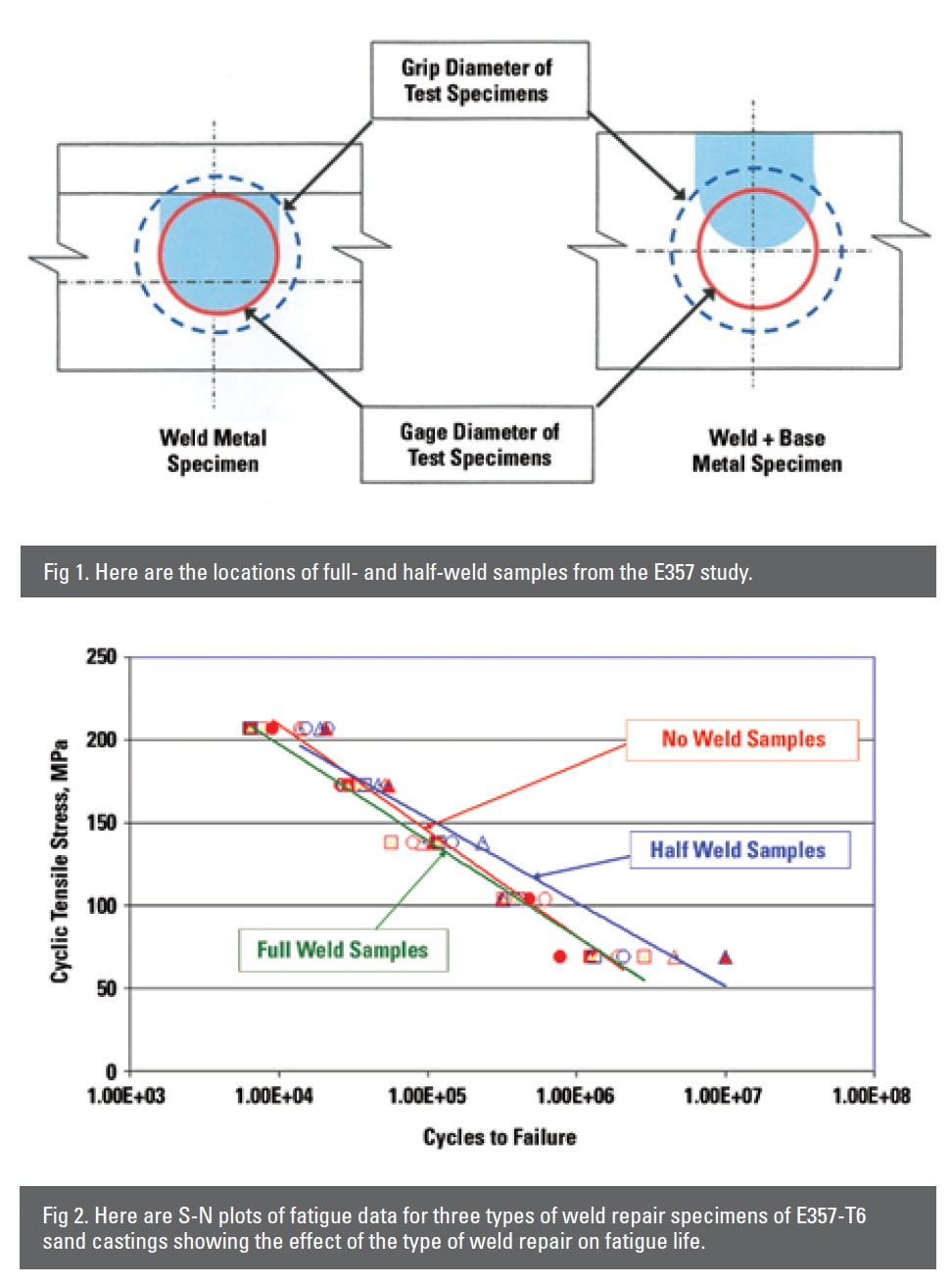
Recent work showed that properly accomplished in-process weld rework had essentially no effect on the static and dynamic tensile properties of E357-T6 sand castings. This work was done with sand cast plate, with a defect machined in to duplicate either a full weld or a half weld repair. Figure 1 illustrates that concept, and Table 1 shows the summary tensile data.
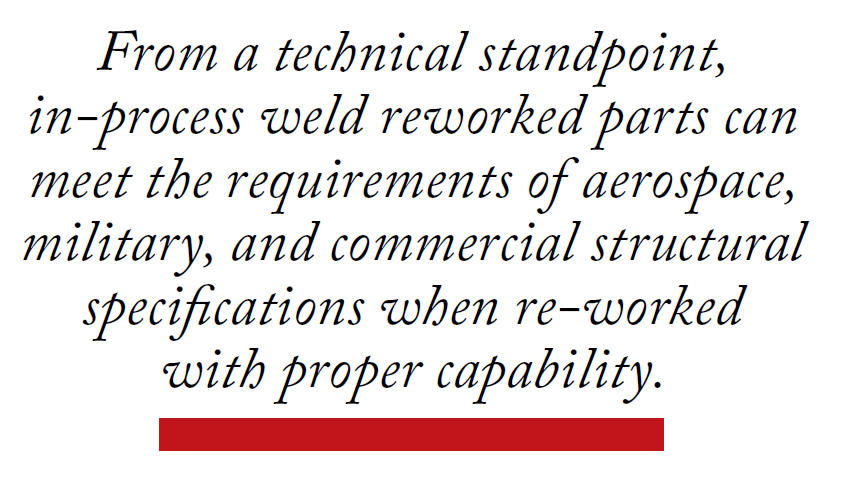
The fatigue data for the three types of specimens (Figure 2) are very similar to each other. However, regression suggest that the cast (no weld) specimens are slightly better (longer life) at high stress levels, the full weld and no weld specimens are about the same life at low stress levels, and the half weld samples demonstrated the longest fatigue life at low stress levels. This suggests either a difference in the microstructure, the geometry of any pores present, or the number of pores present in the original cast structure of the metal in the weld zone.
Recommendations
From a technical standpoint, in-process weld reworked parts can meet the requirements of aerospace, military, and commercial structural specifications when re-worked with proper capability.
Foundries should try to minimize welding on castings to the extent possible, since it is expensive.
End-users should not prohibit welding on castings but should ask the foundry to demonstrate capability to meet the metallurgical specifications of the drawing.
Foundries should ensure all personnel who weld castings are capable of meeting part requirements and have adequate training to do so consistently.
This article is an adaptation of Paper 19-014 that was presented at the 2019 Metalcasting Congress in Atlanta.
Click here to see this story as it appears in the January 2020 issue of Modern Casting.