
A Roadmap for Improving Foundry Industry Safety
Recordable injury and illness rates within the foundry industry are significantly higher than all of private manufacturing. The author proposes practical steps to accelerating improvement in safety.
Recordable injury and illness rates within the foundry industry are significantly higher than those of all private manufacturing, and have been so at least since 2003 when the NAICS coding of businesses replaced the older SIC-code designations. It has been successfully argued there is no inherent reason why the foundry industry should have a higher incidence rate than other manufacturing industries, particularly because the reasons for these incidents are not foundry-specific; i.e. they have little to do with burns or exposures to heat or hot surfaces. This has been not only a recent point of emphasis in safety presentations at AFS’ Metalcasting Congress and Division Council meetings, but a frequent observation of published papers on foundry safety dating back to at least 1963.
The standard data set from which safety statistics are drawn is available through the Bureau of Labor Statistics website, www.bls.gov. This data is reported as a rate of incidence using the standard formulas used by the Occupational Health and Safety Administration (OSHA). These formulas are well known to safety professionals and express the rate of recordable injury (the total case incident rate, or TCIR), injury resulting in lost time (the lost case incident rate, or LCIR), or injury resulting in lost or restricted time (the days away or restricted time rate, or the DART). These formulas standardize the count of injuries with a standard denominator that accounts for hours worked, normalizing the rates and permitting fair comparisons between large and small organizations.
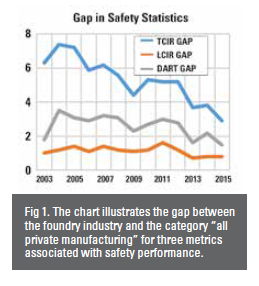
Based on available BLS data, charts can be prepared of the three standard metrics for both the foundry industry as a whole and the category of all private manufacturing. Figure 1 was developed from this data from the period 2003-2015. It plots the gap, or difference, between the safety performance metrics for the foundry industry and the same three metrics for all private manufacturing.
Clearly a gap exists in performance. This means the foundry industry numbers have been consistently higher than private manufacturing over this period. The TCIR gap has shown a downward trend (meaning the gap has narrowed between the foundry industry TCIR value and the TCIR value for all private manufacturing), but the DART gap has shown much less improvement, and it can be argued the LCIR gap has remained essentially constant over the period shown in Figure 1.
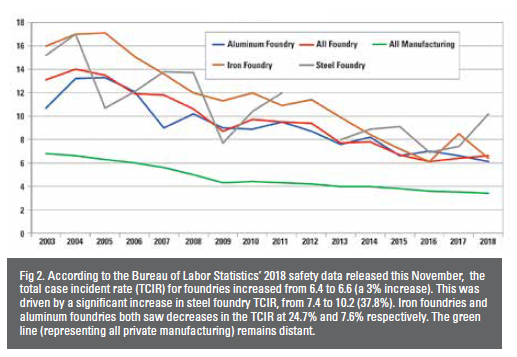
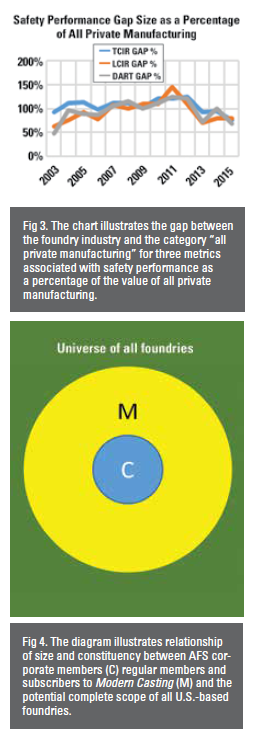
An important perspective on the gap between the foundry safety metrics and the all-private manufacturing safety metrics is that both are improving: the values of TCIR for example drop year by year for both foundry and all private manufacturing. The size of the gap as a percentage of the value given for all private manufacturing is considerably more constant, meaning while the gap is diminishing, the relative distance between foundry performance and all other manufacturing is stable. Foundry safety performance in all three metrics is about twice as high as all private manufacturing (Fig. 2).
The Challenge
To move the foundry industry safety performance faster than the trend of all private manufacturing to close the performance gap, special influence must be exerted on the industry. This requires a plan of action and the identification of those groups that can effectively influence the industry. The challenge is the number of those active in professional societies and industry associations in the foundry sector are a relatively small percentage of the total number of operating foundries. These active members are the least likely to contribute significantly to a higher injury or illness rate. The majority of foundries that experience safety performance problems are not directly impacted by the bulk of the activity and energy of professional societies like AFS. If significant change is to occur, it will require resources that extend the reach of the core membership and professionals employed by industry societies.
There are resources that can extend the reach and depth of penetration into that segment of the foundry industry not in direct contact with professional societies through membership. These include the following groups:
- Local chapters of AFS reach people who are not members.
- Foundry suppliers reach people who are not members.
- Executives reach people through personal friendships, civic association memberships and other professional interactions.
Members can reach people who are outside the reach of AFS through their emphasis on safety and safety methodologies through their other professional and civic contributions in other organizations where foundry industry people may be found.
Action Plan
In the 2018 Hoyt Memorial Lecture, Dan Oman described eloquently what is necessary for effectively changing perceptions of our industry. He described the effective agency for change as “An Unbalanced Force.” This unbalanced force was built on four elements:
- Recognition: Both change advocates and their audience must be convinced that not only is the current situation bad or undesirable, but the consequences of the status quo without action are sufficiently severe that something must be done.
- Engagement: Change advocates and their audience must directly and personally interact. Effective change in perception requires communication between the parties that is direct—not third party.
- Education/Innovation: Change advocates must take their educational task seriously and where there is missing information or adequate options, research or other investigations must take place to provide meaningful data that both sides can respect.
- Advocacy: Within the context of driving the message of safety and influencing the behavior of individual foundries, advocacy involves passionately and consistently sharing the message so that internal-to-the-foundry “laws” are changed, and the governance of foundries is altered.
- Recognition
The impact of poor safety performance on a business is great and multi-faceted. These include:
- Financial risk associated with the direct cost of medical treatment and lost time, as well as the administrative costs of dealing with injury records and follow-up. Indirect costs include higher insurance costs and workman’s compensation costs, along with the costs of training and retraining workers unable to perform their normal duties.
- Legal risk associated with OSHA violations and fines and the liability risk should an injured employee opt to sue their employer over their injury.
- Quality risks associated with the distraction, abnormal processing, fatigue and other factors connected to poor safety performance.
- Productivity risks associated with lost time, but also in the reduced ability to hire and retain workers at a company that has a reputation of being unsafe.
Business sustainability risks associated with the negative publicity and diminished brand reputation that comes from high injury rates becoming known in the community and in the supply chain.
Engagement and Education
A prescription for action in engaging the foundry industry, educating them, specifically reaching out to those that are not in normal “earshot” of AFS, might include activities such as those delineated below.
For local chapters of AFS, some ideas for engagement and education might include:
- Determining that in each annual program cycle, one event or meeting be devoted to safety.
- Establishing a “safety moment” at each regular meeting where an attendee briefly talks about a personal experience highlighting the importance of safety or a safe practice.
- Setting up and administering a recognition program for excellent safety performance in the local area of the chapter.
- Organizing foundry tours with a specific view to showcase safety programs and practices.
For foundry suppliers, some ideas for engagement and education might include:
- Highlighting safety and emphasizing its importance in company brochures, sales literature and other written material.
- Ensuring that safety training comes with any and all equipment, materials and supplies sold.
- Auditing installations and practices during initial installation and later tech service visits, and highlighting concerns to top management.
- Recommending AFS or other professional resources as they see issues or concerns.
- Volunteering to present at technical conferences, chapter meetings and civic venues on foundry safety specific to their products/services.
For executives within foundries with well-established and highly performing safety cultures, some ideas for engagement and education might include:
- Mentoring and befriending the executives of nearby metalcasting businesses with a view to assisting them in areas such as safety management for the good of the reputation of the industry in the community.
- Speaking about and representing good management, including safety, in the context of civic organizations, corporate boards or other industry functions.
- Deliberately networking within the industry to develop relationships with those who may not be otherwise connected to the safety message through AFS or other organizations.
Individual members of AFS can contribute substantially to this engagement by deliberately supporting safety management principles in their activities outside of work. This might include other professional societies, local AFS chapter meetings or community events.
Advocacy
Advocacy for safety management practices requires a clear understanding of the arguments in favor of a high view of safety and an awareness of the counter-arguments and their flaws. Advocacy involves a willingness to be publicly outspoken about this issue and to operate one’s own affairs so as to not diminish one’s effectiveness by the legitimate charge of hypocrisy. Advocacy requires a consistency of focus and attention to opportunity.
Practical Steps Forward
The first practical step an individual can take is to engage with available resources to strengthen their knowledge and understanding of the application of safety principles and practice. If individuals want to make an impact upon the safety performance of an organization, they must know what they are talking about. This will enable them to speak clearly as they have opportunity to touch on safety-related aspects of the job, to bring up safety risk at appropriate points and to otherwise serve as an informal source of internal expertise. Resources to build knowledge in the safety field, and with specific application to the foundry industry, are available from AFS. Several foundry suppliers also can provide this kind of information. Connecting with the EHS division of AFS can create a network of relationships and access to expertise as needed.
The second practical step is to initiate safety-minded change in the organization at whatever local level the individual controls. A supervisor might change his/her practices to reduce risk; a manager-level individual might enact changes over a larger scope within the authority structure of the team. Making changes within the authority of the individual may still be viewed with suspicion or doubt; however, the results over time should bear adequate fruit that may bring visibility to the change that warrants broader acceptance of the changes. The intent is to start small and build on success – regardless of the prevailing management’s views, it is very likely that success will be accepted and incorporated. As behaviors change and are linked to results, attitudes can and (most likely) will change with patience.
It is critical in changing an organization from the “bottom up” that the change agent communicate clearly and compellingly about why—not just how—to do things differently. While behaviors flow from attitudes and beliefs, attitudes and beliefs are learned through a process of lessons that involve behaviors/actions. People learn integrity by the habits of telling the truth and following up on commitments, or suffering the consequences when these actions are not taken. In like manner, management and organizations learn attitudes by carrying out the right behaviors and seeing positive, meaningful results—or suffering the consequences of a failure to have the right behaviors and priorities.
Meaningful change within the foundry industry will be evidenced in the safety arena when the rate of improvement in the industry is greater than that of the category of all private manufacturing and the gap in TCIR, LCIR and DART rates decreases year by year. For this to occur, the attitudes and actions of more leaders of foundries will need to be changed, indeed, transformed. This kind of change requires the kind of unbalanced force Oman spoke about in his Hoyt Lecture of 2018. It will also require more resources—people involvement as well as organizational involvement—in order to accomplish this task.
Click here to see this story as it appears in the December 2019 issue of Modern Casting.
Communicate The Fundamental message
What is the core message that must be communicated in order to make the most impact on the attitude and direction (and thus the safety performance) of these companies? Seven fundamental truths must be understood and internalized in order to make progress.
Human safety is a priority: Human safety has a righteous priority over every other business objective. No shortcut or compromise on safety in hazardous conditions or behavior can be tolerated and still communicate the number one priority for safety. This is a moral imperative and the stewardship responsibility of every supervisor, manager and executive in the facility.
All injuries can be prevented: Every industrial injury can be prevented through the proper application of advance safety planning, effective communication, and supervision and a culture that daily demonstrates not only a priority on safety, but a willingness by management to openly and honestly address failings. Prevention efforts must incorporate technologies similar to error proofing and use root cause analysis in problem-solving efforts.
Safe work is not the total absence of hazards. Safe work occurs not in an environment of zero potential hazards (or all work would be conducted in padded rooms), but in an environment where potential hazards are effectively mitigated through process and product design, industrial engineering and effective training in a team environment where people look out for themselves and one another. Safe work is not equivalent to zero workplace hazards.
PPE use is the least effective approach. The proper provision and use of personal protective equipment is the last resort in a series of approaches to protecting workers. PPE is the least effective method for mitigating a hazard.
Foundries are not inherently more dangerous. The foundry industry does not have an exceptional (in the negative sense) incident rate because it is in an inherently dangerous industry or process. The nature, type, and source of foundry injuries are, in the vast majority of cases, identical to the category of all private manufacturing. Burns, heat stress or exposure are very low contributors to the incidence rate of foundries overall. The foundry industry simply has a higher frequency of the typical injury types: strains, sprains, lacerations and contusions, crush injuries, slips and trips and so on. Foundry work is not inherently dangerous. It is dishonest and an evasion of responsibility to say otherwise.
The problem is not the people. Workers are not the root cause of foundry accidents and injuries. Potential unsafe worker behaviors can be effectively influenced by external forces which can be exerted by management and supervision. Environmental, process and cultural factors are the key drivers of unsafe behaviors, and these are the very mechanisms allotted to management to operate the business.
OSHA compliance is the minimum. OSHA compliance is not adequate to ensure a safe workplace. No law or standard can produce the kind of attitude, commitment and consistency of word and action required to establish a highly performing safety culture.