
Molten Cleanliness Assessment in a Low-Pressure Foundry
Even with advancements, and/or the limitations of the inclusion detection and measurement techniques, it is feasible to measure quantitatively the cleanliness of molten aluminum in a metalcasting facility.
Until a couple of years ago, the most progressive aluminum foundries making automotive castings had relied on the off-line, batch sampling techniques such as PoDFA (Porous Disc Filtration Analysis), and Prefil (Pressure Filtration Technique) for their molten cleanliness assessments. Nevertheless, such techniques have been used sporadically for process auditing rather than as a part of the daily process.
Recent advancements in the ultrasonic inclusion detection system (MV 20/20 system) for on-line assessment of molten aluminum cleanliness have proven to be encouraging for the technology to be used more frequently.
Besides providing continuous assessment of the sizes and concentrations of inclusions in the molten bath, the system is also very sensitive in responding to changes in molten handling and treatment practices. 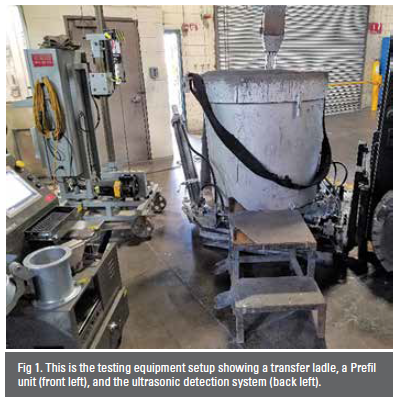
A central point of this article is to illustrate that even with present day advancements, and/or the limitations of the inclusion detection and measurement techniques, it is feasible to measure quantitatively the cleanliness of molten aluminum in a foundry, as well as to use such data to learn about the process, and to be able to make improvements.
During the study, the molten cleanliness assessments were designed to be led by the results of the ultrasonic inclusion detection system. The Prefil results associated to the ultrasonic detection results are the ones that corresponded to the same time in which Prefil and ultrasonic assessments were performed simultaneously. Although PoDFA results did not necessarily correspond to the same timing as the Prefil and ultrasonic assessments, they still provided analogous outcomes of the molten aluminum cleanliness trends.
In a very simple and positive comparison between the three mentioned technologies, the main differences between the ultrasonic inclusion detection system with PoDFA and Prefil are:
- While the ultrasonic inclusion detection system can analyze continuously, Prefil and PoDFA can only evaluate one sample at a given point in time.
- The ultrasonic inclusion detection system provides instantaneous and continuous measurements of inclusion size distributions but does not provide information about what type of inclusions are present.
- Although each Prefil’s filtration curve provides immediate information on the melt cleanliness, the accuracy of the curves’ interpretation must be based on the metallographic analysis of the samples.
- PoDFA does not provide a filtration curve. The analysis is only based on the metallographic analysis of the samples.
- PoDFA and Prefil metallographic results provide information about the existing types of inclusions but the results, if expedited, would take more than 2 weeks to be available, while timing also depends on the number of tests solicited.
As in typical aluminum wheel foundries, the aluminum alloy in this study is A356.2. While molten aluminum is refined with a master alloy of Al-Ti-B in the form of rods, modification takes place with an Al-Sr master alloy. The molten aluminum is delivered to the casting machines’ holding furnaces via transfer ladles of 2,200 lbs capacity (1,000 kg).
The transfer ladles are filled with molten aluminum from gas-fired furnaces located in a central melting area. Among the many different melting furnaces available, with different melting rates and holding capacities, five particular furnaces were selected for the molten cleanliness assessments. Those furnaces were identified as melting furnace 1, melting furnace 2, stack melter, and chip melting furnaces 1 and 2. 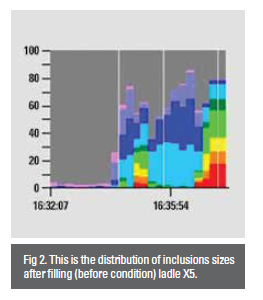
These furnaces were charged according to standard operating procedures, with known different mix ratios between chips, prime metal (T-bars), and secondary metal (sows) and returned scrap wheels. Except for the stack melter, which is a stationary furnace with a tap-out port, the other four furnaces were equipped with two different types of transfer pumps to fill transfer ladles.
Once a transfer ladle is filled, it is driven (by a forklift) to a corresponding column-mounted degassing unit where the degassing and fluxing treatment cycle takes place. Once the molten metal is treated, the ladle is ready to deliver molten aluminum to a holding furnace.
The following is a short list of other important clarifications that will help in following up the assessments and the nomenclature used:
- Molten assessments were conducted only in the metal contained in the 2,200 lbs (1,000 kg) transfer ladles.
- All molten aluminum evaluated (at the transfer ladles) came from melting furnaces 1 and 2, the stack melter, and chip-melting furnace 2.
- Molten aluminum from the chip-melting furnace 1 was evaluated indirectly.
- Melting furnaces 1 and 2 delivered molten metal with transfer pumps identified as model 1, chip-melting furnace 2 delivered molten metal with a transfer pump identified as model 2.
Two current-day degassing and fluxing procedures were evaluated:
- Process A: Degassing unit X, and flux P.
- Process B: Degassing unit Y, and flux P.
A different degassing and fluxing treatment was also evaluated:
Process C: Degassing unit X, and flux Q.
A preliminary evaluation on filtration was conducted in transfer pump model 2.
Assessment Results
This article illustrates a quantitative molten (A356.2) aluminum cleanliness assessment analysis centered on on-line (MV 20/20 system), and off-line (Prefil and PoDFA) technologies. It highlights important findings about the day-to-day melting practices and molten treatment processes upon the sizes, distributions, and types of inclusions in the molten bath inside the transfer ladles, before and after the degassing and fluxing treatments.
While comparing results and values, the words better, worse, highest, lowest, smaller, bigger are used. However, worst, lower, and bigger do not indicate the molten aluminum was unfit to be used, especially after the degassing and fluxing process.
The overall Prefil values (total inclusion content) that varied from 0.008 to 0.229 mm2/kg in the before condition, and from 0.006 to 0.415 mm2/kg in the after condition, are a reflection of a clean molten aluminum for the application, especially considering that grain refiner additions promote higher total inclusion content.
Sim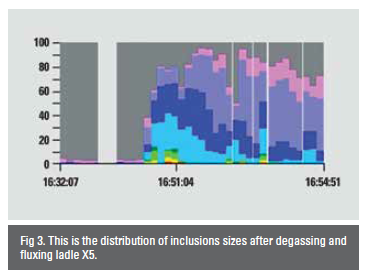 ilarly, the resulting inclusion sizes distributions of ≤ 60 µm are also an indication of clean molten aluminum.
ilarly, the resulting inclusion sizes distributions of ≤ 60 µm are also an indication of clean molten aluminum.
To obtain the maximum benefit of a molten aluminum assessment evaluation, it is important to be familiar with the melting process and the molten treatment process.
Monitoring of the quality of the molten bath in the transfer ladles after they are filled revealed operating issues. The initial variation of the inclusion sizes was influenced by the level of molten aluminum in the melting furnaces. The final inclusion size distribution after degassing was influenced by the inclusion sizes in the before condition.
The type of inclusions that existed in the molten bath after the ladles were filled (before condition) depended on the furnace from which they were filled. Melting furnaces 1 and 2 rendered fundamentally Al4C3, MgO, and spinels. The stack melter rendered principally Al2O3 and spinels. Chip-melting furnace 2 delivered essentially Al4C3.
In the before condition TiB2 practically was not present. The stack melter delivered better molten quality to the transfer ladles than melting furnaces 1 and 2. The final inclusion size distribution, and total inclusion count after degassing was influenced by the inclusion sizes in the before condition, as well as the operating issues of the degassing unit.
The present-day degassing and fluxing processes (process A, and B) could deliver molten aluminum with all the inclusion sizes ≤ 60 µm, only if the 50% or less of the inclusion sizes in the molten bath after ladle filling do not exceed 160 μm in size.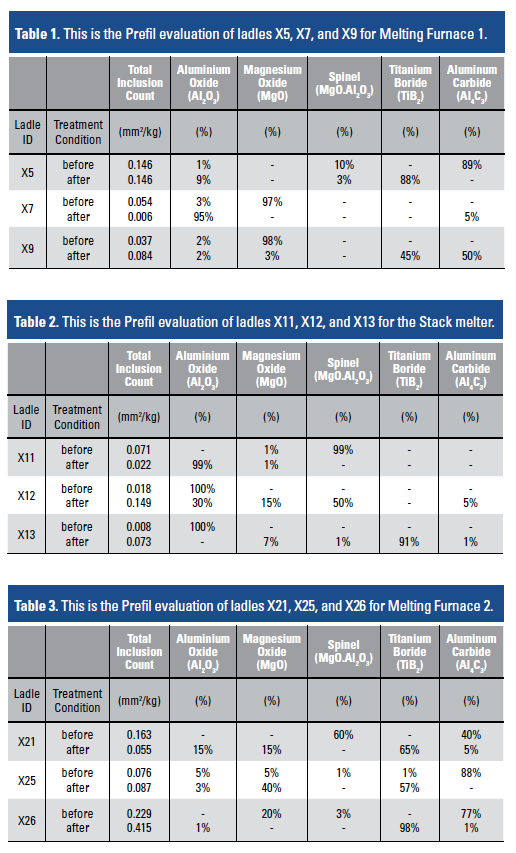
Degassing and fluxing process B yielded slight differences as compared to process A, 12% more inclusions in the ranges of 40 to 50 μm, and 3% higher in the ranges of 50 to 60 μm. The total inclusion count (mm2/kg), after the degassing and fluxing cycle (process A), could be less, more, or similar to the total inclusion count that existed in the before condition.
Degassing and fluxing process C was effective in rendering molten aluminum with 100% of the inclusions sizes being ≤ 60 µm. It provided similar results to process A. The transfer pump (model 2) provided cleaner molten aluminum with a 10 or 15 PPI filter than with a 20 PPI filter, as well as when a filter was not used. Application of a filter in a transfer pump would require considerations for higher RPM to compensate for the restrictive molten flow. Furnace cleaning practices, and pump maintenance are critical for efficient filtration.
For the process evaluated, the 15 PPI filter would be the best option for improving the quality of the molten aluminum being delivered by the transfer pump (model 2). The type of inclusions detected from chip-melting furnace 2 were predominantly Al4C3 regardless of the pore size filter used.
It is difficult to anticipate what type of inclusions would be floating in the molten bath after the degassing and fluxing treatments. The degassing and fluxing processes altered the type and distribution of the inclusions that existed in the before condition. However, it appears degassing and fluxing caused the majority of spinel and Al4C3 inclusions that were present in the before condition to be eliminated. After the degassing and fluxing process, smaller and more MgO, and Al2O3 inclusions show up. TiB2 inclusions were the predominant type, but only if grain refiner is used. These inclusions could camouflage other types of inclusions. Without considering TiB2, inclusions, the typical breakdown of inclusions left out in the degassed and fluxed melts may consist of a majority of MgO, and/or Al2O3 inclusions, and a minority of spinels, and/or Al4C3.
Prefil samples having a similar weight of filtered molten aluminum while having different total inclusion count (i.e., molten quality) and different types on inclusions indicate that dissimilar inclusions do not have the same impact on the filtration behavior of the filter during Prefil.
Ultrasonic inclusion detection and Prefil molten quality results correlated only 50% of the times. The other 50% remaining difference could be rationalized by taking into account: 1) the cleanliness assessment by the ultrasonic inclusion detection system takes into consideration the amount of small inclusions (clouds of thousands and thousands of them) that result from degassing and/or grain refiner; 2) The amount of filtered aluminum (in Prefil and PoDFA) is favored by smaller Al2O3 and MgO inclusions, smaller inclusions provide cloudiness to the ultrasonic inclusion detection system; and 3) molten aluminum flow can be blocked not only by the concentrations of inclusions but also by the formation of complex clusters of inclusions in the filter.
Finally, the most significant benefit of using the ultrasonic inclusion detection system is its capability of providing instantaneous cleanliness assessments to evaluate the impact that melting and molten treatment practices have on the inclusion sizes and distributions in the molten bath. The system could be used on its own to implement corrections and/or improvements right away, without having to wait for any further analysis.
Click here to see this story as it appears in the June 2019 issue of Modern Casting